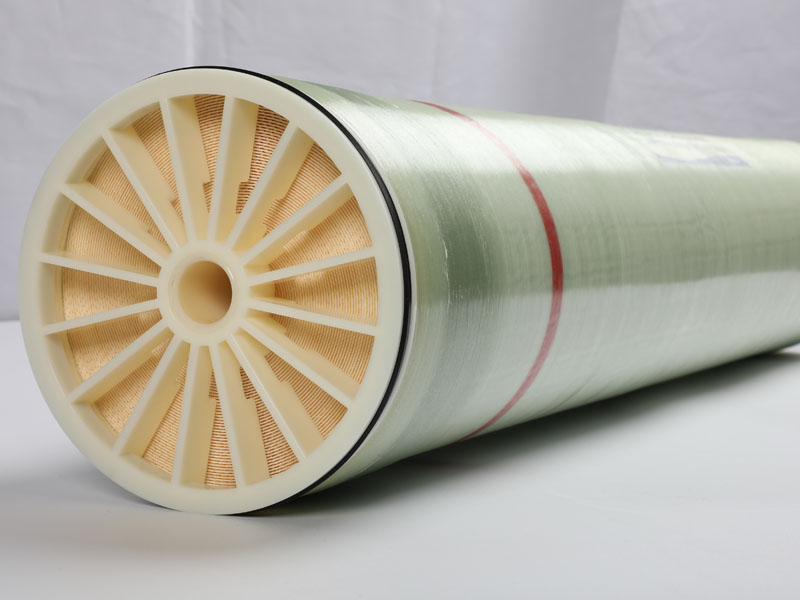
Industrial reverse osmosis membrane is a key component used for industrial water treatment and liquid separation using reverse osmosis (RO) technology. This membrane is able to purify and purify water by keeping most of the impurities and solutes such as dissolved solids, microorganisms, heavy metal ions, etc. in the water on one side of the membrane through high pressure action. Industrial reverse osmosis membranes are usually widely used in a variety of industrial fields, including but not limited to: 1. Water treatment industry: used for treatment of industrial water, wastewater recycling, seawater desalination, etc., which is widely used in electric power, pharmaceuticals, electronics, chemical industry, etc. 2. Beverage and food processing industry: used for the treatment and concentration of water in the production of beverages, fruit juices, dairy products and other food products. 3. Electric power industry: used for boiler feed water, boiler Power industry: used for boiler feed water, boiler water treatment, ultrapure water preparation, etc. 4. electronics industry: used for semiconductor manufacturing in the production of ultrapure water and the cleaning of electronic parts. 5. chemical industry: used for chemical production process water treatment, solution concentration, etc. Industrial reverse osmosis membrane usually has a high quality and high efficiency. Industrial reverse osmosis membrane usually has the advantages of high retention rate, high flux, stable performance and long service life, etc., which can meet the strict requirements of water quality and liquid purity in industrial production. Selection of suitable industrial reverse osmosis membrane products can improve process efficiency, reduce production costs and ensure product quality.